一、企業簡介
日立電梯(中國)有限公司成立于1996年,企業前身為“廣州日立電梯有限公司”,2007年7月更名為“日立電梯(中國)有限公司”。公司主營業務包括:電梯、自動扶梯、自動人行道、建筑智能化系統工程及零部件的研發、設計、制造、銷售、安裝、維修、保養、改造、技術培訓咨詢服務等。
公司是國內較大單一品牌實施集團化管控的電梯研發、生產、服務基地,多年來綜合實力一直穩居行業三甲之列。2018年,年產量達到7.6萬臺,銷售收入超過180億元,在中國市場占有率超15%,名列中國電梯行業第一。目前公司下屬設有7家制造基地,90家營分司,員工20000多人,服務站點1200多家。
日立電梯是中國500強企業,于2003~2017年公司連續15年榮獲“廣東省企業100強”。此外,企業還榮獲眾多榮譽,如“全國用戶滿意企業”、“全國用戶滿意產品”、“全國用戶滿意服務”、國家“管理先進示范性企業”、“國家安全質量標準化一級達標企業”、“高新技術企業”、“廣東省裝備制造業50骨干企業”、“廣東省政府質量獎”、“廣州市創新型企業”、“廣東省創新型試點企業”等稱號。
有限公司廣州總部")
圖1 日立電梯(中國)有限公司廣州總部
二、企業智能制造應用總體現狀
根據日立公司戰略規劃和公司戰略部署,公司確定出生產能力構建目標,在制造方面從現場設備的選購、信息系統的搭建等方面全面改善。包括以下主要內容:
●車間基礎建設:按照優工藝流程進行合理布局,建設中充分應用模擬仿真避免設計失誤,為智能工廠打下堅實基礎。
●自動化流水線的應用:設備95%以上都是進口頂尖技術設備,加工設備的數控化率為100%,自動數采率95%以上。
●MES項目的開展,及關鍵數據的采集:建立實時數據庫平臺,對過程控制、生產管理系統數據進行采集。建立了制造執行系統(MES),并與企業資源計劃管理系統(ERP)集成,生產計劃、調度均建立模型,與設備集成實時收集設備數據,實現生產模型化分析決策,過程的量化管理,成本和質量的動態跟蹤。
●ERP系統對制造過程的管理:建立企業資源計劃管理系統(ERP),在供應鏈管理中實現了原材料和產成品配送的管理與優化。利用云計算、大數據等新一代信息技術,在保障信息安全的前提下,實現企業經營、管理和決策的智能優化。
●以上實施后,全面提升企業的資源配置優化、操作自動化、實時在線優化、生產管理精細化和智能決策科學化水平。日立電梯憑借雄厚的研發與制造實力,成為電梯行業單廠產能規模大、技術先進的企業。
三、參評智能制造項目詳細情況介紹
1.項目背景介紹
日立電梯在2008年到2012年期間分別在五地工廠(上海、廣州、天津、成都、扶梯)上線了ERP系統,在后續的使用時間里,逐漸發現現有ERP系統對于生產現場管理,產品質量追溯,產能控制等方面做不到“精細化管理”,主要表現在以下幾個方面:
ERP系統對企業生產過程的主體-生產現場管理沒有涉及到。即在目前ERP的計劃模式下,缺乏對實際進度的了解,因此其每天下達的生產計劃存在著不合理的現象(無限產能)。
目前整個集團的各個制造基地的制造流程不統一,各自按照自己的情況進行生產。導致集團無法統一管控。急需統一各個制造工廠的生產業務模式,方便集團統一管控。
ERP的流程單到了車間仍然依靠手工安排生產,電梯BOM零件多,制造周期長且人工作業多,造成工單的跟蹤困難。
產品質量信息依靠手工記錄,無法對發生質量問題的產品實現快速準確定位,需要消耗大量人力物力進行處理。
綜上所述,希望導入MES項目,結合“精益生產”的管理思想,實現制造過程可視化,提高精細化管理水平,增強管控和科學決策的能力。
MES項目根據需求,制定以下業務目標:
●車間排產:通過MES制定準確、可執行的生產計劃(有限能力計劃),準確安排各零部件的投入和產出時間,并且支持在情況發生變化時重新計劃和排程,生產指令控制精度由每天細化到每小時,使材料、部件及成品庫存降低10%。
●生產管理:實現按臺套生產,并實時了解訂單生產進度情況,對生產過程進行管理,包括工單派工、工單報工、工單執行狀況、物料使用情況等進行跟蹤與反饋,提高生產效率,制造周期縮短10%。
●倉儲管理:以條形碼技術為基礎,實現精準庫存管理(包含貨位管理),改善現有出入庫業務及庫存盤點作業,提高倉儲作業效率,利用條碼槍掃描二維碼錄入系統提高事務單據的處理效率,由4小時提高到實時處理。
●條碼應用:通過物料條碼化管理,車間裝箱通過掃描裝箱件,自動核對裝箱清單,裝箱準確率達100%,工程維保在更換部件時,直接掃描所需更換部件的條碼,快速獲取物料信息,下單給工廠制作。
●質量追溯:生產過程中對部件條碼進行記錄,出現不良時可通過系統快速追溯。
●數據整合:實現MES與公司已建設或在建設的信息系統的結合,通過PLM+ERP+MES,實現信息系統對制造過程管理的拓展和深化,滿足數字化工廠/智能制造工廠要素條件。
2.項目實施與應用情況詳細介紹
(一)制造執行系統(MES)實施范圍、計劃及方法
日立電梯集團為了統一下屬工廠生產業務流程,規劃了MES項目。項目初期成立項目籌建組,各個制造工廠制造的主要負責人員參與項目當中。根據項目需求,項目組尋找當前比較出名的廠商進行選型,參與選型的廠商有GE、Rockwell、Camstar、Hand、Sie,經過選型評估,選定GE來實施MES項目。
根據項目資源配置及項目計劃,我們將上線工廠分為4批進行實施,主要實施方式如下:
第一批:成都工廠。由于成都工廠新成立,容易接受新的管理思想,新上系統對業務沖擊較小。
第二批:廣州工廠、扶梯工廠。根據成都已經形成的系統模板進行擴展,已滿足所有工廠的業務。
第三批:天津工廠、上海工廠。根據第二批形成的最終版系統進行覆蓋式實施。
第四批:電機工廠、日立樓宇工廠。覆蓋式實施,不再進行系統開發。

圖2 MES項目計劃表
以上所有工廠,都使用統一的信息平臺,用以確保各個工廠的生產業務模式統一,同時各個工廠之間能夠進行生產的KPI指標的對比。
(二)制造執行系統(MES)建設情況
日立電梯MES系統的總體目標是:根據日立電梯的發展戰略,結合企業設計和生產管理現狀,研究國際國內設計和生產管理系統的發展趨勢,規范業務流程,建立統一的信息管理平臺,實現數據信息的集成和共享。目前日立電梯MES應用情況如下:
系統模塊分布圖:

圖3 項目系統模塊分布圖
1)計劃排程管理
排產系統整合ERP系統提供的制造BOM、物料信息、制品工藝路徑和產能等信息,建立排程模型,進行有限能力排產。以確保生產交貨期為前提,綜合考慮生產任務的物料到貨時間,生產優先級,均衡化工作負荷、庫存以及人力負荷,將生產任務安排到車間各個資源以及工作崗位上。
具體實現內容:

圖4 項目具體實現內容
2)設備集成與OEE效率
日立在發展過程中十分注重自動化生產設備的投入,目前有鈑金、機加工、電氣加工、表面處理等各類設備共2576臺套,已建設有西門子PLC控制系統,用于生產加工的數控沖床、加工中心和三坐標測量儀,加工設備的數控化率為100%,用于電梯壁板、層門和轎門加工的生產自動線及堆放生產用板材的立體倉庫,2008年,開始購置使用工業機器人用于產品自動折彎、電焊、碼垛機噴漆線的自動掛件,2010年為提高設備的網絡化水平,建設工業以太網和現場總線以連接車間的自動化設備,2014年引進美國GE公司的生產數據采集設備。2015年公司用于自動化建設和運維投入的資金將達到1億元。
系統需要通過采集設備的運行狀態信息,對設備生產過程進行實時監控,使管理人員能全面了解和掌控生產加工過程、設備運行和產品生產的實時狀況。并即時將設備異常信息以報警方式及短信方式(新增需求)傳遞到相關終端和移動電話,通知崗位人員對現場設備異常進行排查和處理,恢復生產正常進行。
同時,需要依據設備的可用率、設備生產性能和產品質量(良品率)等因素計算設備的運行效率(OEE),尋求制約設備效率的瓶頸因素,從而方便客戶制定有針對性的提高設備生產效率的管理決策。為了更精細的對生產過程進行監控和管理,需要對車間加工設備的實時運行狀態進行監控,并對設備的運行效率進行精確計算,并跟蹤設備的停機事件及其具體原因,精確的評估設備生產運行效率,更高效的管理設備,實現精益化的生產管理。生產過程及現場監控情況如下圖所示:

圖5 生產過程及現場監控情況
3)生產管理
生產管理模塊主要對企業整個生產過程進行監控和管理,從生產計劃下達開始,生產過程控制就同時開始運行,對企業生產過程產生的主要參數進行監控,使得企業管理人員能夠實時、準確地了解一線生產信息。
生產任務采用無紙化方式,系統采用推送方式進行派工,即相關班組和人員可在班前查看待完成工單,同時系統自動推送相關發料需求到倉庫,以便倉庫及時完成原材料配送。工單執行的過程數據和狀態則通過條碼或設備的接口,傳遞到MES系統數據庫,MES系統根據反饋的信息,對工單的執行狀況進行更新。工單執行狀況的監控包括:工單實際的開始時間、結束時間、工單完成量、工單狀態、工單異常報警(包括工單超期、不合格品超限)。

圖6 生產管理模塊應用
4)質量管理
系統對產品、零部件的質量數據進行記錄,實現對產品、零部件質量狀態的跟蹤,反映生產現場的產品質量情況,通過對現場產品質量數據的匯總、分析,可實現制造過程的質量監控和質量追溯。為管理決策提供支持,滿足企業對產品質量的要求。
5)倉儲物流
系統通過使用條碼采集技術,對倉儲中需要管理的庫位和物料進行條碼定義,在進行出庫,入庫,盤點業務時,通過條碼采集,進行數據收集和操作防錯。實現庫存數據的及時可視化,減少庫存數據錯誤,減少手工作業,實現倉庫作業的標準化控制。同時實現與現有ERP系統的數據集成,完善ERP系統中倉儲模塊的功能點。
通過排產軟件完成工單分解,并實現工單派發后,系統根據工單要求,自動原材料配送請求(含工單、物料、工位以及配送時間、配送數量)發到原材料倉庫,原材料倉庫則根據配送請求進行配料,并通過出庫操作實現物料的及時配送。對于裝箱和裝配型工位,系統根據裝配訂單要求,發送成套配送請求(含工單、物料、工位以及配送時間、配送數量)給倉庫,倉庫物料清單,生成配送單并自動打印,倉庫人員根據配送單進行撿料和配送,并通過選擇或掃描實現配送出庫。
在配送方面,MES與AGV進行集成,MES將任務號及配送信息傳遞給AGV,AGV在指定的位置運送物料到對應的工作崗位。

圖7 零件使用條碼技術
6)裝箱防錯
通過應用條碼校驗功能,在選擇裝箱單后,掃描對應的裝箱件條碼,系統自動記錄裝箱件信息,并與裝箱清單進行比對,實現裝箱漏裝、錯裝提醒。對確定要裝箱的訂單,可對庫存量進行保留,確保裝箱時有相應的物料。提高裝箱作業的準確率。

圖8 應用條碼檢驗功能進行裝箱防錯
7)報表及可視化
系統將提供基于Web的報表,用戶通過報表功能,可以生成報警報表、產量報表、質量報表和效率報表。報警報表能夠查詢設備的報警記錄和系統的報警記錄。產量報表可以查詢車間產量報表,可以按班次、天、月進行統計,質量報表包括不良品統計報表,不良率、合格率報表,效率報表包括檢驗及時率報表,欠料信息報表。通過WEB報表系統,可以使生產管理者、生產人員能夠方便及時的掌握生產狀況,為管理優化提供準確高效的數據支撐。
系統提供基于WEB的界面,向管理層提供生產動態信息、生產異常信息展示,并可以層層點擊,查看相關的詳細信息,同時,支持與現場Andon板的集成,實現產量和異常的提醒。可以從車間的維度和訂單的維度進行查詢。

圖9 可視化管理
8)MES系統集成情況
我司完成了MES系統的建設,并與企業資源計劃管理系統(ERP)集成,主要從ERP系統獲取計劃、生產訂單、物料、工藝、BOM信息等;向ERP提供生產完工信息、送貨單、退/補料操作事務、轉倉單、裝箱領料單等信息。生產計劃、調度均建立模型,實現生產模型化分析決策,過程的量化管理,成本和質量的動態跟蹤。具體情況如下圖所示:

圖10 MES系統集成情況
3.效益分析
MES項目上線后每個工廠單獨進行項目總結,總結的數據均來自正式的生產系統,現歸類如下:
●材料、部件及成品庫存降低約13.48%;
●制造周期縮短同期比較平均降低20%;
●倉儲事物處理效率提高,由4小時提高到實時處理;
●指令送貨單準時到貨率提高12%;
●減少紙質打印,年可節省費用約19萬元左右,減少人工約5000小時每年;
●裝箱、裝配防錯提高到100%,提高不良處理效率;
●設備故障率下降2%,設備OEE效率提升5%。
以上效果轉化為投資與回報比,預計3年可以收回投資成本,各個內容的效果數據詳見下文闡述。
3.1 制造周期縮短
開創性地引入預占料的業務模式,占料時綜合考慮倉儲庫存、采購訂單、在制品訂單等,按產出日期提前5天即可安排生產計劃,實現按工號配套產出,縮短制造周期21.55%。

圖11 項目前后制造周期對比
3.2 生產過程效率提升
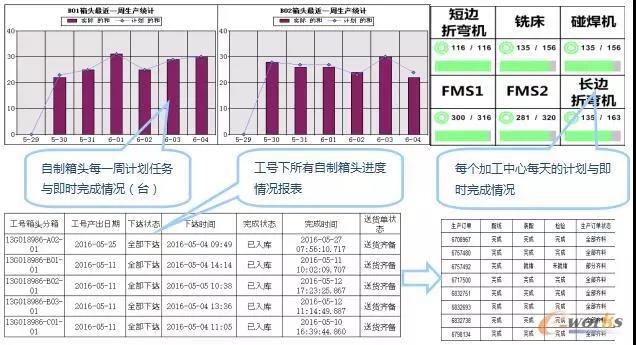
生產過程透明化:通過系統或車間大屏生產信息,管理人員能夠實時準確地了解訂單生產進度情況和工單執行狀況及物料使用情況,支持促進生產及管理水平的提高,讓管理決策更加精準。
數據化制作過程-無紙化作業:通過PFMD系統實現在線生產訂單制作方式,減少單據打印,預計一年節省350箱A4/A5打印紙,減少5000多小時人工記錄時間。
報工效率提升:結合MES系統實施改變了車間的生產模式,實現線下操作信息向線上操作轉移,前工序訂單支持合并,報工的訂單數量減少50%。消除車間生產信息傳遞的“信息孤島”,使車間生產信息流和實物流一致,從而提高車間生產信息真實性和準確性。
3.3 庫存金額降低及配送效率提升
作業效率提升:物流作業崗位和作業工具都調整,在車間接收區同時完成收發料環節,由上線前2h/次提高到上線后1h/次,提高了50%,出庫單據回單及時率提高了17.31%。
提高庫存周轉率:材料庫存周轉率由上線前平均1.97次/月提高到上線后平均2.56次/月,提升29.94%(7月同比:國產件5.45提高5.93,進口件0.57提高到0.94,部件庫6.56提高到6.68)。
降低庫存金額:用在途PO代替庫存,并將物料接收場地調整至車間崗位,上線后3月到7月材料和部件庫存金額同比下降,平均月降低率19.11%。
3.4 準時產出提高,配套率提高
實現按臺套生產,并實時了解訂單生產進度,管控生產過程,包括工單派工、工單報工、工單執行狀況、物料使用情況,生管根據實際產能均衡下達生產指令,并按工號同步下達到生產車間,取消車間二次排產。
3.5 供應及時率提高
下達的PO要求供應商在1個工作日內進行答復,確認能否在PO要求到貨日期內生產完成。備料人員提前5天生成配送送貨單,要求供應商根據送貨單數量進行備貨和撿貨,嚴格按送貨單需要日期配套送貨,材料供應及時率提高12%。
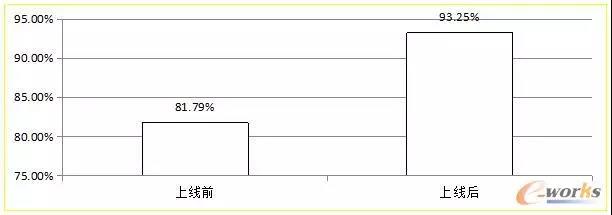
圖13 項目上線前后供應及時率比較
3.6 追溯效率提高,裝箱效率及準確率提高
通過物料條碼化管理,裝箱時采用PDA掃描裝箱件,自動核對裝箱清單,防止裝箱錯誤,實現裝配防錯功能(相同圖號不同作業的關鍵件外觀結構相似度高),裝箱準確率到達100%,錄入收集數據,提高工作效率,并實現無紙化管理,提高查詢和分析效率,追溯效率用時80%。
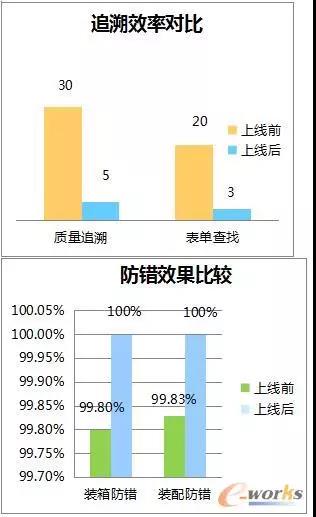
圖14 項目上線前后追溯率及防錯效果比較
3.7 設備故障率降低、OEE效率提升
生產設備連接到MES系統,遠程監控設備運行狀態,發生故障實時報警并反饋到維修班組,通過設備運行效率分析,為設備運維提供數據支撐,故障率由8%降低到6%,設備稼動率88%提高到90%。